





产品别名 |
等离子自动焊机,深熔焊接,深熔焊机,等离子自动焊 |
面向地区 |
用途 |
焊接 |
|
规格 |
其它 |
电流 |
直流 |
工作形式 |
氩弧焊 |
应用范围 |
其它 |
作用对象 |
金属 |
作用原理 |
脉冲 |
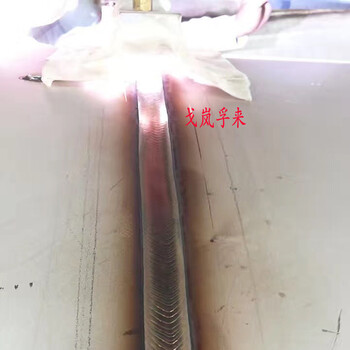
南昌等离子焊机也叫窄间隙深熔焊接设备工艺被引入焊接工业,作为在较低电流范围内对电弧焊接工艺进行更好控制的方法。如今,等离子焊接保留了其为工业带来的原有优势通过提供水平的控制和和准确度,在微型应用中生产焊接并为高生产要求提供长电极寿命。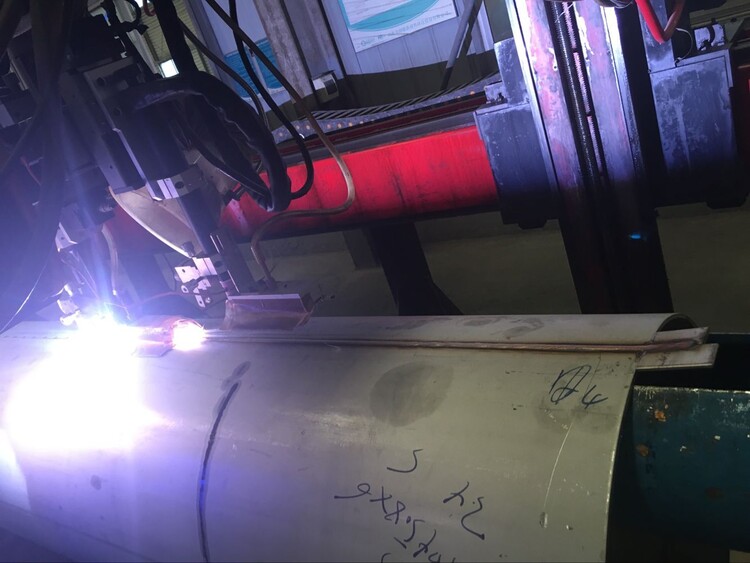 在等离子自动焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在端处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出的焊接。
在等离子自动焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在端处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出的焊接。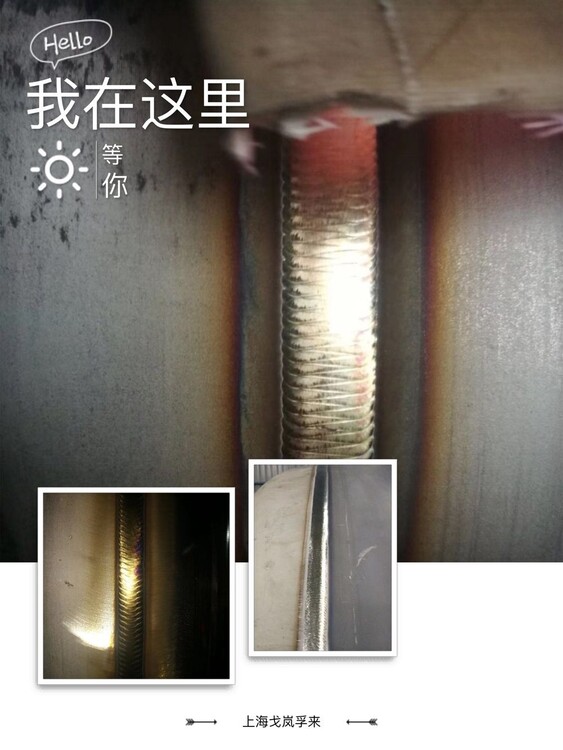 等离子焊机所用到的等离子气体通常是氩气。割炬还使用二次气体,氩气,氩气/氢气或氦气,这有助于屏蔽熔融焊接熔池,从而大限度地减少焊接的氧化。
等离子焊机所用到的等离子气体通常是氩气。割炬还使用二次气体,氩气,氩气/氢气或氦气,这有助于屏蔽熔融焊接熔池,从而大限度地减少焊接的氧化。 等离子焊机同样适用于手动和自动应用。它已被用于各种操作,从大量金属带材焊接到手术器械的精密焊接,到喷气发动机叶片的自动修复,到用于各类耐高压力的压力容器,如化工反应容器,换热器压力容器,储存压力容器等。
等离子焊机同样适用于手动和自动应用。它已被用于各种操作,从大量金属带材焊接到手术器械的精密焊接,到喷气发动机叶片的自动修复,到用于各类耐高压力的压力容器,如化工反应容器,换热器压力容器,储存压力容器等。 等离子焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。
等离子焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。 等离子焊机弧焊:操作原理。等离子弧焊工艺通常与气体钨电弧工艺进行比较。如果钨电极和工件之间的电弧在横截面积上受到限制,则其温度会升高,因为它带有相同的电流量。这种收缩的电弧称为等离子体,或第四种物质状态。
等离子焊机弧焊:操作原理。等离子弧焊工艺通常与气体钨电弧工艺进行比较。如果钨电极和工件之间的电弧在横截面积上受到限制,则其温度会升高,因为它带有相同的电流量。这种收缩的电弧称为等离子体,或第四种物质状态。








